PC耐力板的生產流程
PC板(聚碳酸酯板)的生產流程涵蓋原料處理、擠出成型、表面處理及后加工等關鍵環節,其核心在于通過精密控制確保板材的透光性、機械強度及耐候性。以下是詳細的生產流程解析:
一、原料預處理:奠定品質基礎
原料選擇
核心原料為高純度聚碳酸酯(PC)顆粒,純度需達99.95%以上,以確保透光率和機械強度。
輔料包括抗UV劑(如苯并三唑類)、阻燃劑(磷系/硅系)、色母粒等,用于提升板材的耐候性和功能性。
干燥處理
PC易吸濕,需在80~120℃下干燥4~6小時,防止加工時產生氣泡或降解。例如,光擴散PC板需嚴格控制含水率<0.03%,通過80℃預烘干4小時達標。
擴散劑添加(針對光擴散板)
加入光擴散劑(如二氧化硅、有機硅微粒或亞克力微球),比例通常為1%~5%,需與PC相容性好以避免團聚。
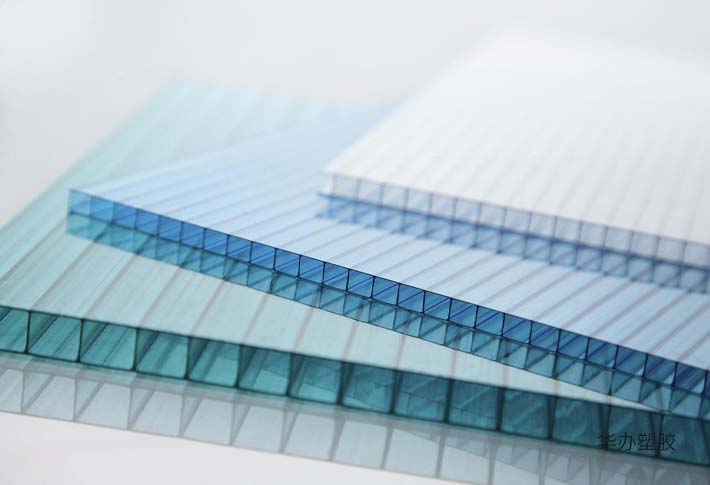
二、擠出成型:塑造板材結構
混合與熔融擠出
使用雙螺桿擠出機,將干燥后的PC樹脂與擴散劑均勻混合,通過螺桿高溫剪切分散(溫度區間250~300℃),確保擴散劑均勻分布。
熔體經濾網去除雜質,并通過真空脫氣排出揮發物,避免板材缺陷。
成型工藝
擠出壓延:熔融物料通過T型模頭擠出,經三輥壓光機(溫度80~100℃)壓延定型,控制板材厚度(常見1~10mm)和表面平整度。
冷卻定型:采用分段冷卻(水冷/風冷),防止內應力導致翹曲。例如,光擴散PC板需調整冷卻梯度或進行退火處理(100℃×2小時)以消除內應力。
三、表面處理:增強功能性與耐久性
硬質涂層
涂覆納米級SiO?涂層,硬度可達3H鉛筆硬度,提升表面耐磨性。
防霧處理
通過等離子接枝親水基團,使透光率保持率>95%,適用于采光頂棚等場景。
微結構壓紋
在板材表面形成棱鏡紋、磨砂紋等微結構,增強光擴散效果及抗老化性能。
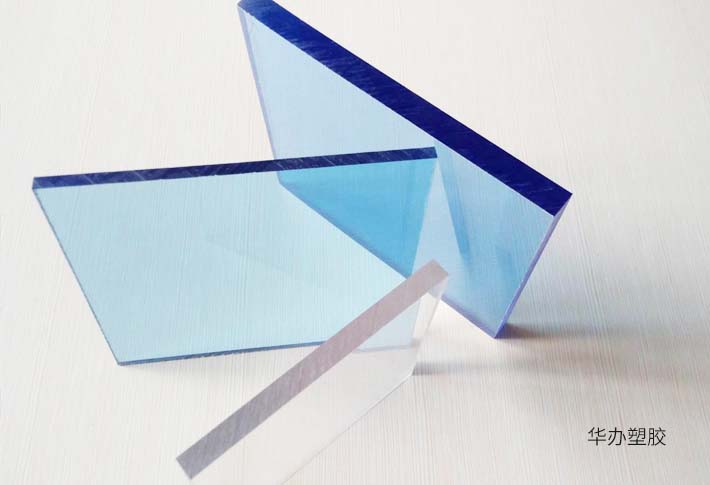
四、后加工:滿足定制化需求
切割與裁邊
根據需求使用CNC或激光切割成特定尺寸。CNC機械切割精度達±0.1mm,需使用鎢鋼刀片保持20°傾角;激光雕刻速度1.2米/分鐘,調整參數可減少60%灼痕。
二次加工
鉆孔:采用高速鉆頭,確保孔徑精度。
熱彎:需加熱至145~155℃(冷彎適用≤6mm板材),控制溫度波動≤±2℃以避免變形。
絲印圖案:在板材表面印刷標識或裝飾圖案。
功能涂層
可選防靜電、抗指紋或抗菌涂層,擴展應用場景。例如,潔凈室照明需使用防靜電涂層版本,避免灰塵吸附。
五、質量檢測:確保產品合規性
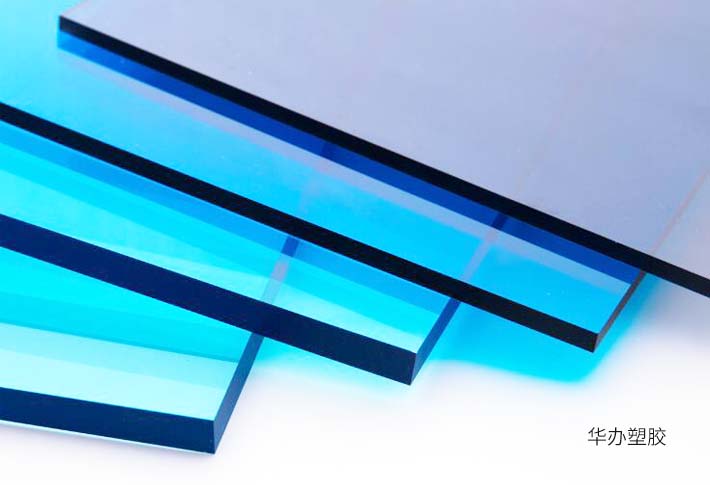
光學性能檢測
測試透光率(通常80%~90%)和霧度(>90%),確保采光效果。
力學性能檢測
檢測抗沖擊性(如落球沖擊測試)、耐候性(QUV老化試驗)及阻燃等級(UL94 V-0/V-2)。
尺寸精度檢測
使用在線測厚儀實時反饋板材厚度,確保符合設計要求。
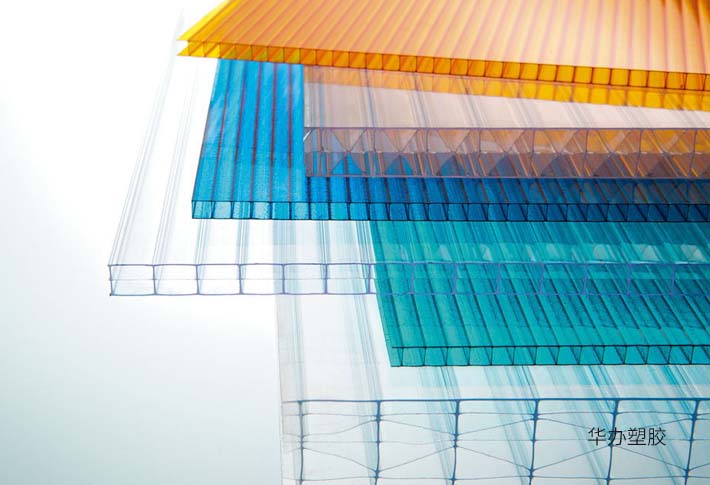
六、典型應用場景
LED照明:燈具外殼/燈罩、背光模組,實現均勻柔光。
建筑與裝飾:采光頂棚、廣告燈箱,兼具輕量化與抗沖擊性。
汽車工業:車燈罩、儀表盤面板,耐高溫且抗震動。
電子電器:觸摸屏保護層、智能家居面板,防刮擦且透光性好。
上海華辦塑膠
咨詢電話:400-699-1508
主營:PC耐力板生產加工,PC陽光板生產加工,顏色和尺寸可定制。
地址:上海市嘉定區安亭鎮泰順路1111號